1 引 言
在离散型企业的车间作业计划中常采用的方法有正排法、倒排法、平行排产法、偏置法、覆盖法等,这些方法适用于先后工序确定、产品零部件分离性大的作业流程中。大型造纸企业是典型的流程企业,具有订单数量多、用户要求的交货期短等特点,所以落后的或不恰当的计划生产方法不仅会造成造纸企业运作的瓶颈,而且造成资源、能源和人力的浪费。文中首先针对当前的造纸生产特点,采用面向敏捷供需链的思路设计了系统的需求模型,并采用遗传算法为纸卷切割优化算法,利用高性能服务器端的快速运算完成最优计划产品切割表的求解。
2 造纸排产系统结构
2.1 需求模型
国外的先进造纸企业自动化水平较高,通过生产管理信息系统中普遍实现年度或者季度月份的生产计划安排,如芬兰的A.Ahlstr公司的Varkaus纸厂中的全厂计算机系统中有全厂的预算编制、生产任务的安排、生产计划的制定和检查等功能;而国内的造纸生产大多数的做法是根据企业的订单数量和交货时间等先后顺序来进行人工安排生产,很难适应市场需求多变的特点和建立快速供货系统。面向企业供需链管理的生产计划设计思想,结合动态库存控制,有利于提高造纸企业对市场需求变化的敏捷性和快速反应,使造纸企业生产组织更加有序,降低纸张产品成品化过程中的废料量。通过对现行大型造纸企业的排产计划进行调查,采用面向供需链且基于订单的动态排产系统计划模型,如图1所示。
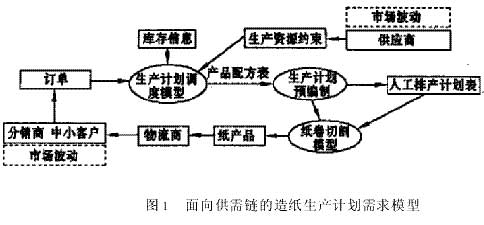
在图1中,整个造纸排产系统是以客户的订单为源头的,能灵敏地反应市场的需求变化,提高系统的动态敏捷性。面向供需链的造纸订单包括纸产品、数量、价格、交货地点、付款方式、双方责任及义务,分为确定型订单和预测型订单。确定型订单是指订单的上面这些项目需求确定,由于订单内容的变动性较小或没有,订单执行的效率较高;预测型订单是指这些需求项目不确定,跟一定的概率相关,生产资源约束因为受到供方能力的影响也是类似订单的情况。库存信息是相对确定的,但是为了应对订单的变化,需要保持一定的库存累积,所以生产计划调度模型需要考虑到这些因素,也要考虑客户市场和供货市场能力的变化,保证计划产品数量更好贴近市场实际需求。经过计算机信息系统的调度算法后可以得到纸张生产的建议计划表,可以经计划人员实时调整其中不同规格等级的纸产品数量,或者直接经过生产主管的审批确认,得到各种规格产品的详细产品配方表,进入纸卷的切割算法流程。
2.2 生产调度模型
造纸生产计划调度中采用周期计算和管理方法,首先将时间划分为确定的周期长度,如月、半个月、旬、周等,在相应的周期跨度内进行相应的纸张产品生产数量计算,并采用动态的周期滚动方式,现引入几个生产计划调度中的计算变量如下。
(1)周期订单数P(i,j)。指客户要求交货期为该周期内的某个时间点,每种规格品种纸张确定型订购数量,如果考虑市场对某种规格产品的需求量将增大,则第i+1个周期的订单数中也可以适当加上第i个周期的预测型订单数,这样在安排实际生产时可以在低风险条件下增加原料采购量。
(2)安全库存量F1(i,j)、周期实际库存量F2(i,j)和周期可用库存量F3(i,j)。安全库存量是指为了避免出现生产和经营出现间断而保持的一定库存量,确定安全库存量可以采用统计分析的方法;周期实际库存量是指在第i周期期初的第j种规格实际纸产品存货量;周期可用库存量是指第i个周期期初库存扣除第i-1个周期应发未发的数量和扣除安全库存量后的库存量。
(3)上期未排计划量Q(i,j)。第i-1个周期未能完成排产的数量Q(i,j)应滚入第i个周期进行安排新的生产计划。
根据客户的订单要求,第j种规格的纸产品要求在第i个周期内的时间点交货,第i个周期的生产计划任务为:M(i,j)=P(i,j)+Q(i,j)-F3(ij),采用该生产计算模型的调度方法对现有的订单和库存信息进行处理后,还要考虑现有的供货资源约束,若某种规格的产品无法组织生产,需要从初步产品配方表减相应的纸产品数量后进行调整,产生预编制生产计划。
3 基于遗传算法的纸卷切割算法
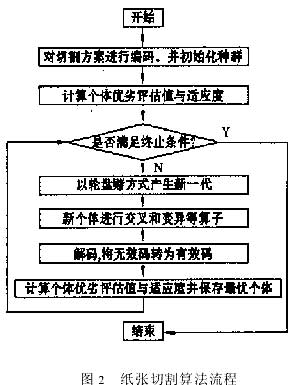
3.1 问题描述与算法流程实际中的纸张生产寻优问题可以描述为:根据调整后的正式生产计划,要求生产宽度分别为Lk(k=1,2,…,j-1,j)的j种不同规格的纸卷,其中每种规格纸卷需求数量为mk,生产该批纸卷需要切割n个宽度为L(L在5.0~5.3m之间)的原纸卷,这有多种组合切割方案,每一种切割方案中,可以构造如下矩阵:

其中Pnj表示在第n个原纸卷中生产规格标号为j的新纸卷数。该模型目标是找到一种切割方法使得原总纸卷数n→min,采用遗传算法求解该模型的算法流程如图2所示。
3.2 染色体编码
在切割单卷纸时有多种切割方法,如切割新纸卷的规格变化,则切割的新卷数也会变化,所以一个切割方案由多个切割方法组成。将这种切割方法进行编号为1…9,A…Z,A…Z等数字和字母,形成切割方法定义表,按照切割方法序号和该方法使用频度来组成可变长编码,如某编码为AA8eee表示用方法A切割原纸卷2卷,用方法8切割原纸卷1卷,用方法e切割原纸卷3卷。
3.3 初始群体选择
初始群体的选择需要随机选择一个初始方案来满足生产的规格和数量要求,采用线性搜索方法:
①按照完全切割原则选取某几种规格组成一个原纸卷的切割;
②计算还需要切割的各种规格纸卷数量;
③选择剩下要生产的规格组成另外切割;
④如果所要生产的规格均已经被选择,则退出,否则返回①继续循环。
在搜索结束后统计该初始方案所采用的切割方法并进行相应编码。
3.4 适应值函数
由于编码的位数就是切割原纸卷的卷数,所以在构造适应值函数时可在群体中选取最多位数的个体,设为LmAx,L为某个体的位数,则该个体适应度函数就表示为:f(x)=Lmax-L,跟目标函数一致.
3.5 操作算子
①选择:基于适应度值按轮盘赌规则从当前群体中选出新一代群体;②交叉:选用随机选择交叉点,在两个个体间进行切断交叉拼接形成新个体;③变异:按一个极小概率Pm,按位变异,通过随机选取一切割方法序号替代原有序号。
3.6 染色体解码
在产生新个体过程中将产生许多无效码,所以需要将无效码转化为有效码,采用步骤:①先根据新个体编码计算出各规格实际所切割新纸卷数量;②各规格生产数量同该规格所需的数量比较,计算出各规格的过剩数或缺少数,若为过剩则去除并重新再计算;③补足各规格缺少数,选取新的切割方法并使得总原卷数最少。
4 系统实施
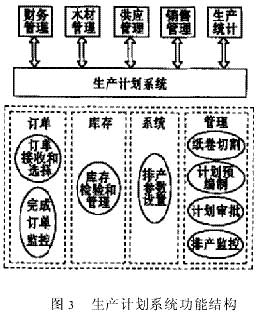
在实际应用中,该生产计划信息系统是青山造纸有限公司(简称青纸)企业ERP系统的子系统,全厂的综合管理包括财务管理系统、木材管理系统、供应管理系统、生产统计系统、销售管理系统和生产计划系统,提供对造纸行业的供需链集成和接口。生产计划系统包括生产计划参数设置(包括计划周期、产品规格、纸机宽度等设置)、订单接收和选择、完成订单监控、库存检验与管理、建议编制计划、计划审批、纸卷切割、生产计划完成监控等模块,见图3。
系统采用三层的开发架构,同二层开发相比具有很大的优势,引入了应用服务器,包含客户端、应用服务器、数据库服务器。其中,客户端程序提供人机界面;应用程序服务器封装管理逻辑规则和算法模型;数据库服务器实现数据存取、维护。在应用服务器端封装了系统的生产调度算法、纸卷切割算法和监控管理逻辑算法;客户端人机界面和应用服务器采用Delphi6开发环境,数据存储和维护采用MicrosoftSQLServer7数据库管理系统。三层结构弥补了两层结构在效率、安全性能上的许多不足,并使得系统具有更大的柔性和延展性,例如算法模型的改进或者管理规则的变动只需在应用服务器修改相应的代码逻辑,所以系统的维护更加容易。系统在青纸投入运行近半年,很大部分取代了排产的人工繁杂计算,使得企业的生产管理更加趋于信息化和智能化。由于订单信息、库存信息和供应资源约束信息采集与实际数据具有一定偏差,所以系统的计划编制采用部分人工调整方式,使得生产计划更符合实际需要。
5 结束语本文采用造纸企业面向供需链的设计思想建立了生产计划系统的用户需求模型,并采用滚动周期的方法设计了基于订单的生产计划调度算法以及采用在三层分布式技术设计了排产信息系统,其中重点描述了该系统中运用遗传算法解决纸张的切割问题,该问题实际上是非线性规划问题,除了应用遗传算法之外,还可以运用整数规划和禁忌搜索等算法,有待于进一步的研究和应用。
作者:江盛树